

发布时间:2015-10-21

一、检测项目
中桅杆导轨的直线度检测;
二、技术要求
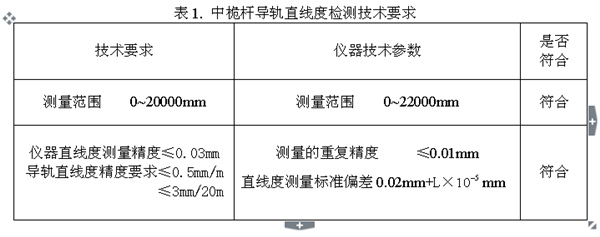
1、检测系统主要技术指标
①检测仪器测量范围:0~22m;
②测量的重复精度 ≤0.01mm
③直线度测量标准偏差:0.02+L*10-5mm;
④使用环境温度:0℃~40℃;
⑤工作电源:AC220V±10% ;
2、技术要求表
表1. 中桅杆导轨直线度检测技术要求
三、检测原理
导轨直线度检测利用激光准直性,以激光线作为测量基准,然后通过数字接收靶对待侧工件任意位置进行检测,检测系统原理见图。
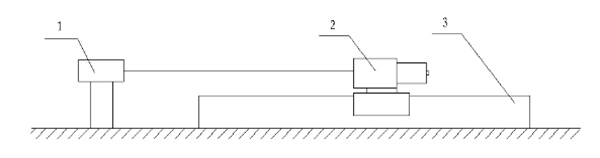
图1 检测系统原理图
1.激光光源;2.数字接收靶;3.被测导轨;
四、检测系统结构
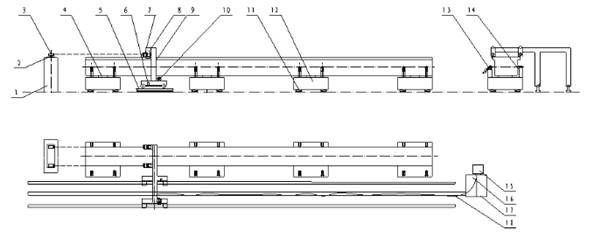
图1 检测系统结构图
本检测方案由以下几个系统组成
1.检测主机
为实现对桅杆的两导轨直线度快速检测,应同时设置两套光源与数字接收靶,解决光源、靶车调换位置,重新调校、标定的麻烦。
A:激光光源
为适应各种不同尺寸工件的检测要求,激光光源需配套专用的二维调整、定位装置。
B:数字接收靶和激光光斑中心识别处理软件
2.测量靶车及其行走装置
A:测量靶车
测量靶车由:靶车主体、靶头、关节臂、驱动电机、控制盒、行走位置传感器等组成。
B:行走装置
行走装置由:导轨、导轨平台、限位开关等组成。
3.工件平台及定位、顶紧工装
A:工件平台
为保证被测工件的稳定、检测数据的真实可靠,该系统采用4个铸铁平台放置工件,平台具备调节、防震功能,整体水平精度1mm/22m;
B:定位工装
为适应不同规格工件的准确定位,需配置相应的定位工装,
C:工件顶紧工装
工装采用气动顶紧装置,操作者可以通过按键控制顶紧状态。
4.工装平台校准装置
为保证被测工件的测量精度,该系统所采用的工装平台需要进行高精度的校准、标定,因此该装置由S03级高精度的激光自动安平水准仪,标准偏差:0.3mm/km和专用接收靶等组成。
5.检测数据分析及处理软件
检测数据分析及处理软件是根据用户要求,由我公司自主开发的专用软件,实现对检测数据记录、分析处理及线形显示等功能。
6.操作系统
操作系统由工业计算机、终端控制器、打印机、电源及工作台等组成。
五、检测系统的条件要求
1.检测系统中每块平台的地耐力: 100kN /m2
2.检测系统占用空间:25m×2m×2m
3.电源:AC220V±10%
4.压缩空气:5~15kg/cm2
六、检测系统操作步骤
1.安装并调节好工件支撑结构、安放工件并顶紧;
2.调整激光光源;
3.安装移动接收装置在被测工件上;
4.测量操作;
5.测量结果打印。
七、本技术方案重要的技术特点
1.传统的测量机是要靠高精度的平台与长导轨来保证,因此它受到平台导轨的加工精度、调校精度、与使用环境温度等因素的制约。本方案采用高精度的激光线为基准实现对导轨几何尺寸的精密测量。
2. 本方案正因为上述突破,对测量机运行的导轨、导轨的调校、以及测量机运行的环境条件要求都大大降低。
3. 本方案采用了我公司两项发明专利,多项实用新型专利来保证该测量系统的实现。
4.本公司十七年来为铁路、核电、电梯制造、造船、大型设备制造、计量部门提供数千台激光测量设备,因此在测量设备的研制、生产现场应用技术解决方案及产品的售后服务积累了丰富的经验,建立了完善的管理体系。
5.该方案有良好的技术性价比,正是有了上述保证,该方案在保证相同技术指标前提下产品的制造成本、调校费用、维护费用与传统的测量机相比较大大降低。
根据用户的需求,我公司为测量机设计专用的软件,可设置各种测量参数,测量结果、测量结果的线形拟合、工件品质的判断,以及工件的变形位置及变形量的显示,为其校正提供可靠的数据。






