

发布时间:2015-10-21

一、检测项目
1、钻杆的直线度、圆度检测
2、键条的直线度、角度检测
二、技术指标
1、检测系统主要技术指标
①测量范围:0~25m
②测量的重复精度: ≤0.03mm
③圆度测量精度: ≤0.1mm
④角度测量标准偏差: ≤0.1°
⑤直线度测量标准偏差:0.05+L*10-5mm;
⑥使用环境温度:0℃~40℃;
⑦工作电源:AC220V±10% ;
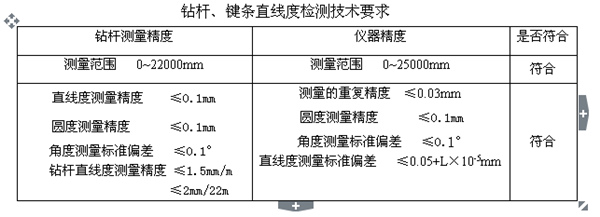
2、技术要求表
钻杆、键条直线度检测技术要求
三、检测原理
本方案采用激光非接触方法实现对钻杆直线度和键条直线度的连续、同步检测。检测原理如下:
1.钻杆直线度的检测
钻杆的直线度是其轴线的直线度,但在实际检测中难以实现对其轴线进行直接测量,本方案采用测量钻杆互相垂直的两个平面内的两条母线在其对应平面内投影的直线度来实现钻杆的直线度检测。检测原理图如下:
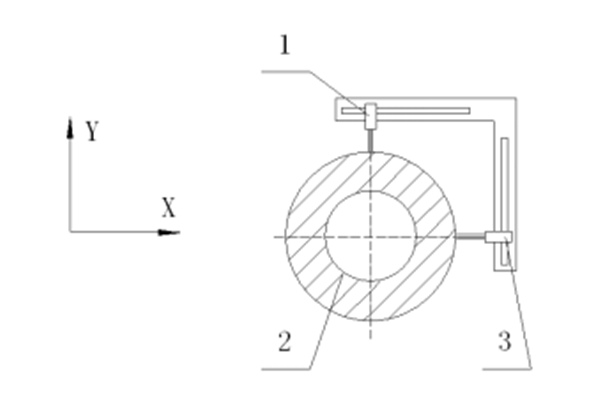
1.Y方向激光非接触式位移传感器;
2.被测钻杆截面;
3.X方向激光非接触式位移传感器;
将任意截面测得的X、Y方向的距离经过专用软件处理得出钻杆的直线度偏差。
2.钻杆的圆度、键条的直线度及各键条间的角度检测
钻杆的圆度、键条的直线度及各键条间的角度检测采用对钻杆的任意截面扫描,得出钻杆的局部测量数据,并通过两次旋转、扫描,将所测得的三组数据进行处理,拟合出钻杆的一个截面轮廓,在长度方向选取多截面进行测量后,经过专业软件处理,即可计算出圆度和键条直线度及各键条间的角度偏差。
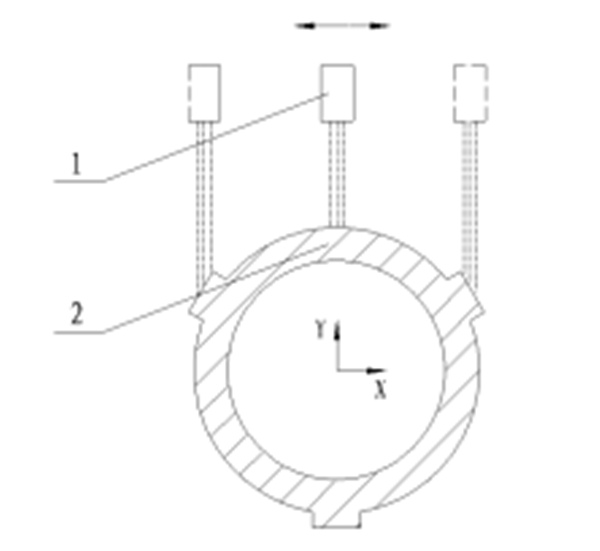
1.X方向激光非接触式位移传感器;
2.被测钻杆截面;
四、检测系统结构及误差
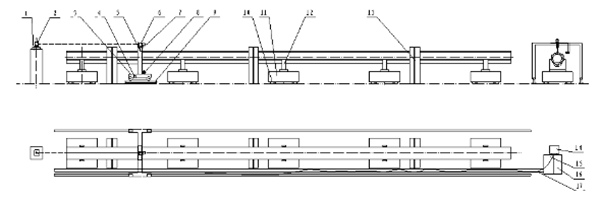
本检测方案由以下几个子系统组成
1.检测主机
检测主机采用门式结构的行走测量小车,主要有:
A:X方向非接触式激光位移传感器,量程:0.5mm~500mm,分辨率:0.01%;测量标准偏差:S1≤0.03mm。
B:Y方向非接触式激光位移传感器,量程:0.5mm~500mm,分辨率:0.01%;测量标准偏差:S2≤0.03mm。
C:上述非接触式激光测距传感器的自动控制步进移动装置采用两组高精密滚珠丝杠结合步进电机组成的移动装置,量程:0~500mm;测量标准偏差:S3≤0.02mm。
D:测量小车行走位置传感器,量程:0~25m,精度:1/1000。
E:测量小车行走的驱动及控制装置
F:测量小车的机械结构
2.测量小车行走的自校准系统
为保证钻杆全长的直线度检测数据的真实可靠,检测小车行走时的测量必须保证在同一基准下进行各个截面的采样,因此需对各个截面采样点的一致性进行自动校正,该自动校正系统由以下几部分构成:
A:S03级高精度的激光自动安平水准仪:测量标准偏差: S4≤0.3mm/km。
B:数字接收靶,工作范围:±40mm,分辨率:0.01mm;
A和B组成校正系统的测量标准偏差:S5≤0.02+ L×10-5mm。
C:激光光斑中心识别处理软件
D:水准仪固定机架及调整机构
3.平台校准装置
为保证被测工件的测量精度,该系统所采用的工装平台及小车行走导轨需要进行高精度的校准、标定,因此该装置由S03级高精度的激光自动安平水准仪,标准偏差:0.3mm/km和专用接收靶等组成,标定精度:S6≤0.02mm+ L×10-5mm(所需设备为上述2.A-B-C代替)。
4.测量靶车行走的导轨、导轨平台系统
由导轨、导轨平台、限位开关等组成。
5.工件平台
A:工件平台
为保证被测工件的稳定、检测数据的真实可靠,该系统采用5个铸铁平台放置工件,平台具备调节、防震功能,整体水平精度1mm/25m;
B:V型定位架
为适应不同规格钻杆的准确定位,需配置相应的V型定位架。
C:转位工装
为保证钻杆120°的三个键条直线度的测量,需设置转位工装,该工装采用气动顶起、转位装置,操作者可以通过按键控制工件的旋转及停放位置。
6.检测数据分析及处理软件
检测数据分析及处理软件是根据用户要求,由我公司自主开发的专用软件,实现对检测数据记录、分析处理及线形显示等功能。
7.操作系统
操作系统由工业计算机、终端控制器、打印机、电源及工作台等组成。
8. 测量误差的综合分析
上述测量系统对钻杆的直线度、键条的直线度的测量误差主要由:S1、S2
S3、S4、S5、S6组成,经误差分析该测量系统的综合测量标准偏差:
S0≤0.05+ L×10-5mm。满足钻杆、键条直线度≤1.5mm/m,≤2mm/22m的测量精度要求。
五、检测系统的条件要求
1.检测系统中每块平台的地耐力: 100kN /m2。
2.检测系统占用空间:25m×2m×2m。
3.电源:AC220V±10%。
4.压缩空气:5~15kg/cm2。
六、检测系统操作步骤
1.安装并调整工件;
2.调节激光测距传感器与工件的相对位置;
3.测量操作;
4.测量结果打印。
七、本技术方案重要的技术特点
根据对钻杆直线度圆度,键条角度检测的技术要求,要实现上述检测要求,需要有一大尺寸的三坐标测量专机来实现,在与传统的三坐标测量机比较中本方案有以下几个重要突破和特点:
1. 三坐标测量机实现对钻杆的精密测量重要的是有一个长度25米的测量基准。传统的测量机是要靠高精度的平台与长导轨来保证,因此它受到平台导轨的加工精度、调校精度、与使用环境温度等因素的制约。本方案采用25米长度的测量基准是以高精度的激光水平线为基准,在此基准下对测机走行进行实时校正来实现对钻杆几何尺寸的精密测量。
2. 本方案整因为上述突破,对测量机运行的导轨、导轨的调校、以及测量机运行的环境条件要求都大大降低。
3. 本方案采用了我公司两项发明专利,多项实用新型专利来保证该测量系统的实现。
4.本公司十七年来为铁路、核电、电梯制造、造船、大型设备制造、计量部门提供数千台套的激光测量设备,因此在测量设备的研制、生产现场应用技术解决方案及产品的售后服务积累了丰富的经验,建立了完善的管理体系。
5.该方案有良好的技术性价比,正是有了上述保证,该方案在保证相同技术指标前提下产品的制造成本、调校费用、维护费用与传统的三坐标测量机相比较大大降低。
根据用户的需求,我公司为测量机设计专用的软件,可设置各种测量参数,测量结果、测量结果的线形拟合、工件品质的判断,以及工件的变形位置及变形量的显示,为其校正提供可靠的数据。






