

发布时间:2015-10-20

JZZ-B型激光轴系准直仪的方案设计
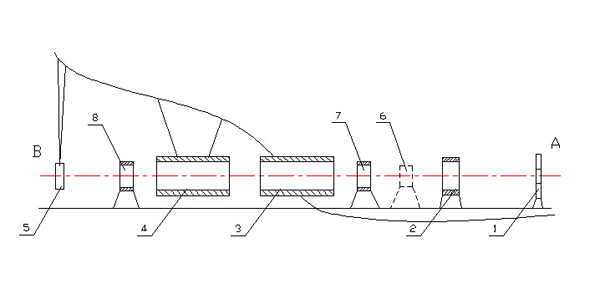
1、船艉轴系统的布置情况
1、艏点支架和法兰接口; 2、中间轴承座; 3、艉轴管a; 4、艉轴管b;
5、艉点支架和法兰接口; 6、镗削时的电机; 7、镗削时镗杆前轴承座;
8、镗削时镗杆后轴承座。
船舶艉轴系统主要有艏点A和艉点B,艉轴管有时分为两段,如上图,有时没有艉轴管b,中间轴承座也不一定都存在,但轴很
长时又可能有若干个。
艏点A和艉点B是整个艉轴定位时的基准点,它们由总体设计时确定,并用角钢制作支架,我们将光靶接口和主机接口点焊在
它们的支架上,接口中心就是艏艉点的基准。
2、激光准直光束的建立
2.1主机
主机(光源)安放在艏、艉点的外侧,用三脚架固定,也可直接放在固定且稳定的平面上。上下、左右和角度都可微调。将
光源的光束尽量调至与艏、艉两点连线接近同心(整体差<5mm即可)。
2.2光靶
数字光靶有两种接口配件,一种配件可伸进管道内测内径,该配件上下高度可调,可测不同直径范围的管道。一种配件可测
轴孔的端面,且与端面用磁铁紧靠。两种都可以作360°旋转,一般通过旋转3次,即可得到该截面的圆心坐标。
光靶通过数据线与笔记本连接,选择的测点由自己自由决定,测量顺序也可以随意定,但是每次测量距离的输入要相对精确
,电脑软件最终会自动整理数据并计算出偏差。
3、需要镗削加工的艉轴管的定位
美人架(或船体)焊接前先要定位,因为艉轴管首先要在机加车间经过粗加工,留出精加工的余量(<1mm),所以要准确定
位。方法如下:
首先将艉轴管就位,两端各有一个在X、Y方向可以调整的支座。用数字测量光靶分别沿着艉轴管的前、后两个端部进行测量
,电脑将根据以上的测值,迅速判定被测艉轴管端部的几何中心位置,算出被测艉轴管端部以及各测点位置在X、Y不同方向
需要的调整量,艉轴管精调后还需用数字测量光靶再测量一次,如需调整则重复上述步骤,如结果已远小于加工余量,则可
进行焊接。
4、镗杆的定位
用户根据现有的工艺,提出要有划线作业,即根据激光束的位置和艉轴孔精加工的尺寸,在艉轴管的前、后端面要划出一道
加工线和一道检测线,因此希望提供划线光靶,然后根据上述线条来定镗杆的位置。
本方案采取以下方案解决镗杆的定位问题,首先镗杆是实心的,无法对镗杆直接定位,因此采用定镗杆前后轴承座的位置,
用和测量艉轴孔一样的方法,分别找出前后轴承座后端面(逆着激光束)的几何中心与激光束的位置差,分别调整前后轴承
座的位置,直至二者对中为止。再分别固定前后轴承座被测端面的一只地脚螺钉,其余三只为松动的,同时在该端面的X、Y
两维分别放置四只百分表(用磁力表座固定百分表),以便监测该轴承座在穿镗杆前和穿镗杆后的位置。穿入镗杆,前后轴
承座在角度上会自动找位,此时应观察百分表显示的值是否有变化,如有,应将该座调整到穿轴前的数值,从而保证了镗杆
中心线与激光束光轴的一致性。
5、镗削作业后的检测
镗削后,镗杆拆除,再次将主机固定,用数字测量光靶检测精加工后的艉轴孔,并将检测数据记录备案。
6、注塑艉轴管的定位
该艉轴管分为内外两层,内层管的内径机加时一次到位,在内外两层之间灌注树脂,外层管与船体或美人架焊接。
外层管的定位要求不高,可以拉钢丝确定,也可以用激光束来找中,最后内层管定位时,用数字光靶可精确测量和定位,然
后灌注树脂,由于不需要镗削作业,操作起来更方便。
7、中间轴承座的定位与检测
方法同检测镗杆的轴承座一样,由于轴承座的宽度一般较小,因此其角度的找中只能利用轴来进行,同镗杆的方法。
8、划线光靶不用的主要原因
如仍用原有工艺,进行划线和根据划线来定镗杆的位置,主要存在基准转换时造成系统误差的大幅度增加,而新的工艺存在
的误差如下:
1)数字光靶的算法误差 0.02mm;
2)数字光靶的对中误差 0.02mm;
最大系统误差 0.04mm
由于本方案在镗杆定位时没有目测误差,而且基准转换的数量大大减少,所以系统误差大幅度减小,从而保证了整个系统的
检测质量。而且新的工艺只要将光源调好,半个小时内即可完成检测工作,大大地提高了工作效率。
备注:新工艺为相对测量法,即使光靶轴线与钢丝线有偏差(光源经光靶反射后,反射点不在光源上),通过3点的旋转测量
定圆心的方法,也可计算出来准确的坐标值。且三次转动光靶产生的靶少许轴向移动对结果的影响可以忽略不计。






