

发布时间:2015-11-05

JZZ-B激光同轴度检测仪是针对长轴系的安装、维修、检测而研究设计的专用高精度基准测量仪器。本光学系统采用了本公司自主研发的空间位相调制器,使测量过程中不用调焦,实现了全程无调焦运行差,从而保证了主机所提供的是一条清晰度高且易于分辨的激光光束。数字接收光靶可以将采集到的激光图像传输至计算机,再采用专门的软件对图像进行识别和处理,最终向用户提供一份能准确描述轴系沿线各轴颈中心相对于艏、艉基准线的空间位置坐标图,以满足用户完成检测、加工、安装等需要。
1.配置与性能参数
本系统包括主机、数字接收光靶、笔记本电脑和专用软件及其它附件。
1.1 主机
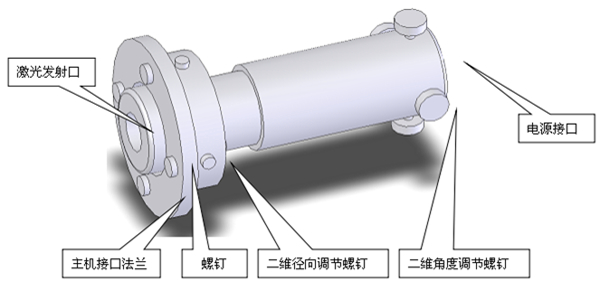
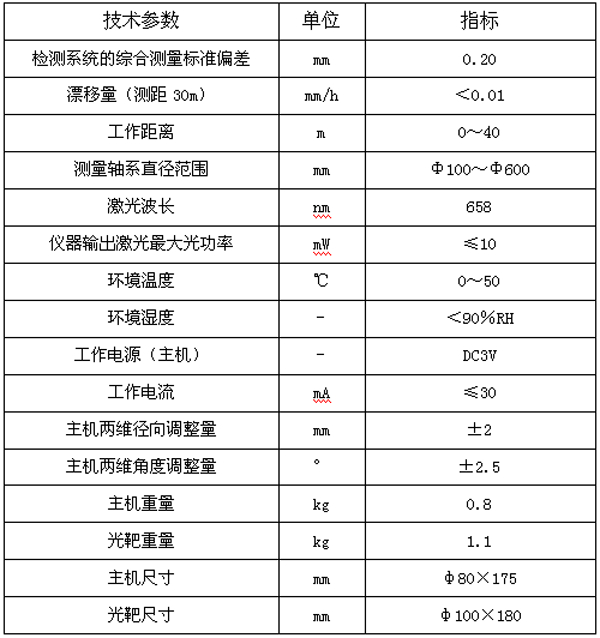
本系统的主机具有两维微量径向调整和两维角度调整功能,径向调整量为±2mm,角度调整量为± 2.5°。
主机角度调整选用球铰结构,该结构不会产生应力,因此也不存在应力释放时产生的漂移。
在主机的光学系统中采用了空间位相调制器,在长距离测量时光斑是环栅结构,光斑的图像清晰,易于分辨,保证了激光光束轴心的识别精度。
本系统的主机采用4.5V直流电源,使用三节5#电池可以连续工作12小时以上,电源采用外置式设计,既减轻了主机的重量,又能保证更换电池时不会对测量产生任何影响。
1.2 数字接收光靶的配置
1.2.1 数字接收光靶 SZ-D
本系统的数字接收光靶首先对入射光进行了严格的处理,将杂光、 散射光的影响减低到最小限度,以保证提供给CMOS摄像机的是能够识别的激光图像。光靶的关键部件是高分辨率的CMOS摄像机,以便保证整个系统的精度。
1.2.2 电脑及其软件
笔记本电脑及其采用的专用软件是整个检测系统的核心部分,专用软件包括图像识别软件、造船测量软件。
图像识别软件是对由摄像机对摄取的光斑的图像进行识别,最后转化为光斑的几何图像中心的坐标值。激光光斑的结构在整个光程的不同位置都有一定的变化,本识别软件可以对整个光程中不同结构的激光光斑进行识别,这是智能化测量的基础。
测量软件,是当用数字测量光靶测量轴颈时,它可以通过光靶处于轴颈圆弧三个不同位置时激光束中心的测值,计算出轴颈在该测量断面中心的位置,并将内部参考系的坐标值换算成外部参考系的数据。
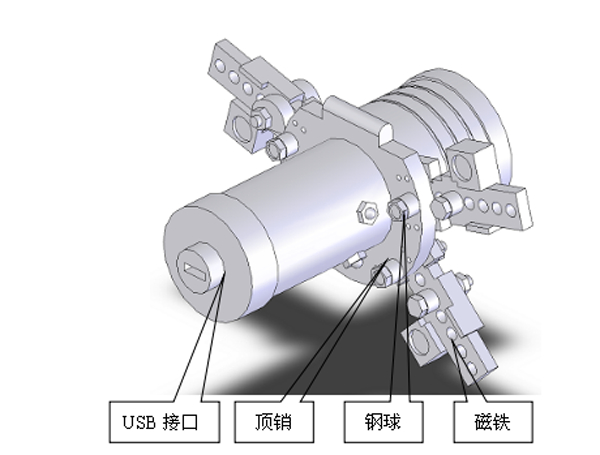
1.2.3 光靶的外部配置
光靶上装有两条测量用腿,它们用来贴紧在被测的圆弧面上。为了保证光靶端面与激光束垂直,在腿的另一侧装有磁铁,可以吸附在被测轴颈的端面上。
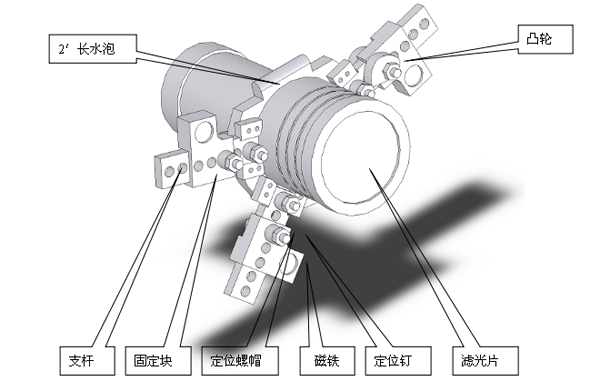
光靶的测量用腿为了适应不同直径轴颈测量的需要,一方面在其支杆上按一定距离开了小孔,以便根据轴颈的直径进行调整;另一方面还备有不同长度的支杆备件供用户选用。在其两条测量用腿的对面还有第三条带有凸轮的支撑腿,其作用主要是在轴颈测量起支撑的作用,保证测量用腿紧贴圆弧面。
在光靶的上面还装有精度为2'的长水泡,在轴颈圆弧三次不同位置的测量中,最后一次是长水泡位于中心位置,(即长水泡置平)时的测值,它将该置平信息传递给电脑,它的作用是在CMOS摄像中的系统内部参考系和整个测量系统的外部参考系中架起了桥梁。
1.5 性能参数
2.适用范围
2.1 造船时艉轴管和中间轴承座安装中的应用
代替传统的拉钢丝工艺,直接用JZZ-B检测系统提供的激光束,和专用软件在造船时对艉轴管进行定位。
利用上述激光束和专用软件在造船时对艉轴管进行加工的镗杆轴承座进行定位。
利用上述激光束和专用软件对浇注树脂工艺的艉轴管进行定位检测,调整和浇注。
利用上述激光束和专用软件安装和调整中间轴承座。
2.2 造船时艉轴管和中间轴承座安装质量验收中的应用
造船厂的质量管理部门、船检单位和船东均可以利用本检测系统对艉轴管和中间轴承的安装质量进行检测并验收。






